
What Is Butt Fusion Process?
time2023/01/06
- The pipe fusion process associated is a widely accepted process that joins two pieces of thermoplastic pipe together with heat and pressure.
The pipe fusion process associated is a widely accepted process that joins two pieces of thermoplastic pipe together with heat and pressure.
The butt fusion process is under the larger umbrella of plastic welding and involves the heating of two separate plastic components; usually either two pipes or a pipe and a fitting. Historically, this process was mainly applied to polyethylene but recently polypropylene has seen rapid growth. However, the process is general to most thermoplastic pipes. At its most simplistic level, heat is applied by an electrical heating plate to the ends of both parts simultaneously until melting occurs. Then, the heater plate is removed and pressure is applied for a specified period of time creating "weld beads”. The joint has a typical appearance when properly constructed which is used in joint inspections or audits - especially for critical applications like natural gas pipe . While the details of temperature, pressure and time will depend on the polymeric material, the basics are the same.

The joint or "weld" that is created between the two plastic components is able to withstand end loads and performs almost the same as the original pipes without the weld.
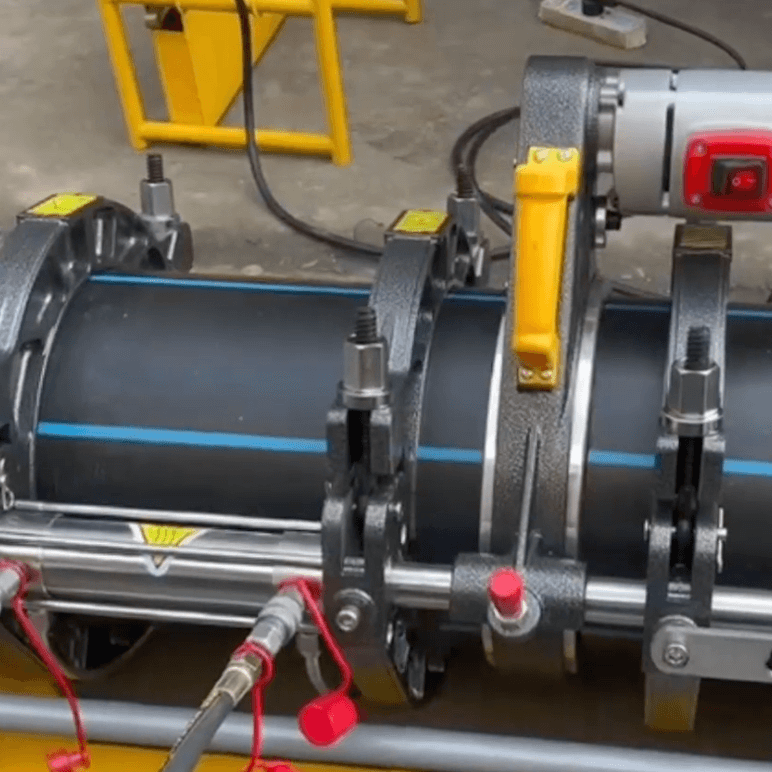
For larger pipes, a butt fusion welding machine is used to allow precise control of several additional factors including:
- ovality and alignment
- surface squareness and cleanliness
- heat soak time
- heater plate temperature
- bead width
- interfacial pressure
- cooling time
WHY USE FUSED PIPE?
Cost Effective
Heat-fused pipelines create leak-free systems, reduce maintenance or repair needs, and conserve resources.
Seamless
Fused thermoplastic pipes create a monolithic pipeline with less mechanical transitions, meaning less opportunities for leaks.
Longer lifespan
Thermoplastic pipes, like HDPE, are expected to last up to 100 years — saving replacement costs.
Corrosion Resistant
Thermoplastic pipes don't rust or corrode and are resistant to chemical abrasion.
Tough
Thermoplastic pipes can withstand common damages, vibrations and pressure surges
FREQUENTLY ASKED QUESTIONS
What is the correct cooling time?
The molten joint must be held immobile under force until cooled adequately to develop strength. The proper cooling times for the joint are dependent on the material, pipe diameter and wall thickness and are established by the pipe manufacturer or by applicable company, local, state, or federal standards. Allowing proper times under force for cooling prior to removal from the clamps of the machine is important in achieving joint integrity.
How are the pipe ends properly aligned?
The pipe ends must be rounded and aligned with each other to minimize mismatch (high-low) of the pipe walls. This can be accomplished by adjusting the clamping jaws until the outside diameters of the pipe ends match. Always make sure the pipe is coming into the machine level and straight, then tighten down the high side until the pipe ends are even. The use of pipe support stands will allow you to bring the pipe into the fusion machine on a level plane, which greatly helps in alignment and also reduces drag on the movable jaws. When working with coiled pipe, if you place them into the machine in an S configuration, the pipe ends are easier to align properly.
Why should I always face to the stops?
WEIPING facers are equipped with machined facer stops. These stops provide a square face-off by ensuring the facer is held perpendicular to the pipe ends. This also establishes a controlled stand-off of pipe to the jaw surface to provide optimum rounding and pipe alignment.
How much material should be faced from the pipe ends?
A minimum of (1) complete revolution on each pipe end must be removed in order to expose clean material suitable for butt fusion. Always face to the stops to insure a square face-off perpendicular to the pipe.
Should the pipe ends be wiped after facing?
Always wipe the pipe ends before the facing operation to make sure they are free of dirt and contamination. After facing the pipe, care should be taken to remove all shavings from the fusion area. Brush away loose particles with a clean, non-synthetic cloth. Always consult the pipe manufacturer's recommended parameters and procedures. For pipe outside the United States, use the temperatures prescribed by applicable company, local, state, or federal standards.
How much force should be applied to make a fusion joint?
After the pipe ends have been properly heated, the heater tool is removed and the molten pipe ends are brought together with sufficient force to properly mix the pipe materials and form a homogeneous joint. The pipe manufacturer's instructions may specify either interface pressure or bead size of molten material as a guide for a proper joint. Always consult the pipe manufacturer's recommended parameters and procedures. For pipe outside the United States, use the temperatures prescribed by applicable company, local, state, or federal standards.
How long should fusion force be maintained to ensure a high quality joint?
The molten joint must be held immobile under force until cooled adequately to develop strength. The proper cooling times for the joint are dependent on the material, pipe diameter and wall thickness and are established by the pipe manufacturer. Allowing proper times under force for cooling prior to removal from the clamps of the machine is important in achieving joint integrity.
If you are working on a butt fusion project or have questions/issues relating to this process, contact our fusion specialists.