
Common bad operation and treatment methods of HDPE pipe welding machine
time2024/12/26
- Whether you're working on municipal water systems, irrigation projects, or industrial piping, mastering the art of HDPE pipe welding is crucial for ensuring the integrity and longevity of your installations.
In the realm of construction and plumbing, the High-Density Polyethylene (HDPE) pipe welding machine is a cornerstone tool for achieving seamless, durable connections. Whether you're working on municipal water systems, irrigation projects, or industrial piping, mastering the art of HDPE pipe welding is crucial for ensuring the integrity and longevity of your installations. Today, we'll dive into the technical intricacies of operating an HDPE pipe welding machine, along with an analysis of common issues encountered during the hot-melt butt fusion process.

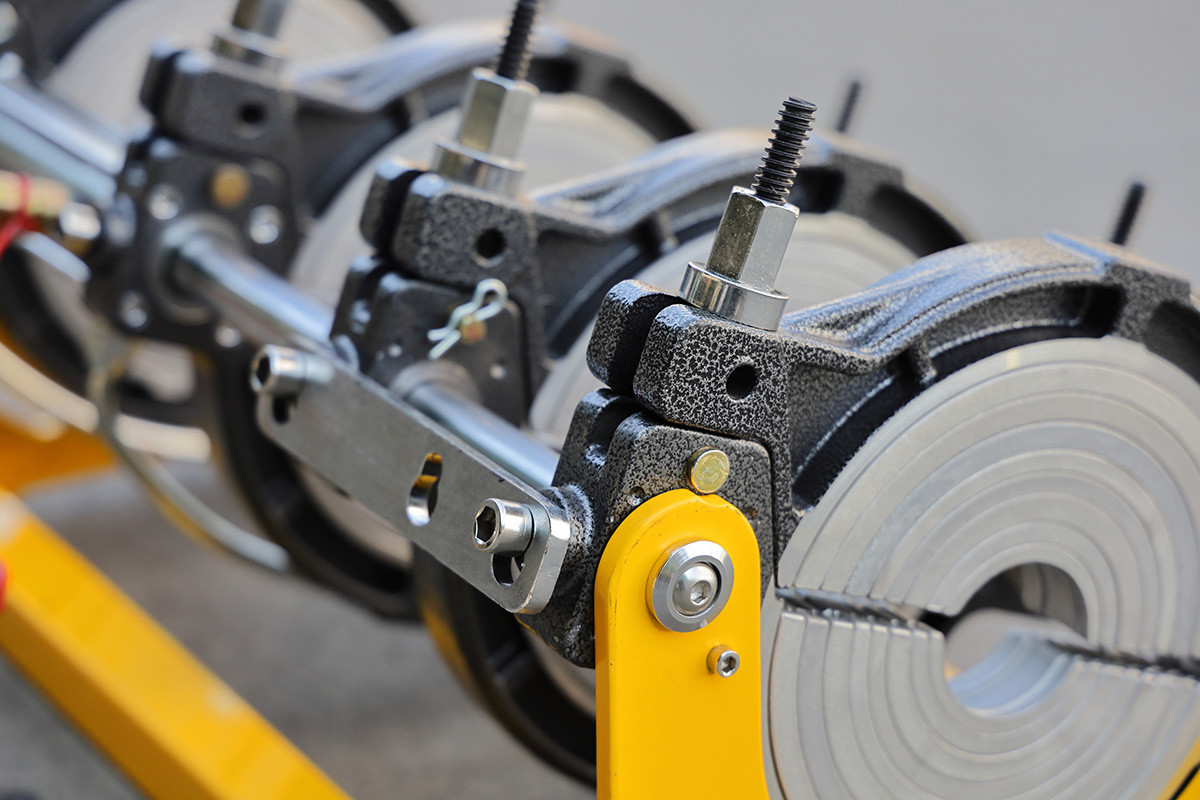
1. Alignment of Connection Ends
One of the first hurdles in HDPE pipe welding is ensuring that the ends to be joined are perfectly aligned. Misalignment can stem from irregular pipe shapes or slight diameter discrepancies between pipes and fittings. To tackle this:
Adjust the installation direction of the pipes to ensure they are straight and aligned.
Tighten the clamping bolts on the welding machine frame to stabilize the pipes and minimize movement during the welding process.
2. Excessive Weld Bead
An overly large weld bead often indicates excessive mating pressure, suction pressure, or an elongated heating period. Here’s how to address it:
Calibrate the mating pressure and suction pressure settings to optimal levels recommended by the manufacturer.
Monitor and control the heating time precisely to avoid over-melting the material.
3. Insufficient Weld Bead
Conversely, a weld bead that's too small can result from inadequate mating pressure, lack of drag pressure, or too short a heating duration. To rectify:
Increase the mating pressure gradually until you achieve the desired bead size.
Apply appropriate drag pressure to aid in the material flow during welding.
Extend the heating time slightly if necessary to ensure sufficient melting.
4. Flat Weld Bead Shape
A weld bead that appears flat may be due to low heating plate temperatures or excessively high mating pressure. Solutions include:
Raise the heating plate temperature to meet the material's welding requirements.
Reduce the mating pressure to allow for better material expansion and fusion.
5. Contamination of Milled Ends
Touching the milled ends before welding, even inadvertently, can introduce contaminants that weaken the joint. To prevent this:
Avoid any contact with the milled surfaces once they are prepared. Use clean, lint-free cloths or specialized tools if necessary.
Implement strict cleanliness protocols around the welding area to minimize dust and debris.
6. Damage to Ends During Heating Plate Removal
Inadvertently bumping or scraping the milled ends while removing the heating plate can compromise the weld's integrity. To mitigate:
Exercise caution when handling the heating plate. Use gentle, controlled movements.
Inspect the ends for any scratches or damage before proceeding with the welding step.
Operating an HDPE pipe welding machine with precision and care is paramount to achieving robust, leak-free connections. By understanding and addressing common issues such as misalignment, excessive or insufficient weld beads, and contamination, you can significantly enhance the quality and reliability of your HDPE piping installations. Always refer to the manufacturer’s guidelines for specific machine settings and safety protocols, and don’t hesitate to seek professional training if you’re new to the process. Happy welding!

More product details: Hydraulic Butt Fusion Machines